Можно ли использовать свинец для пайки
Содержание статьи
Cвинцом можно паять? — Страница 2
drwow2014, ЧЕТЫРЕ СЕКРЕТА ПАЙКИ:
Первый секрет — правильное применение для пайки припоя и флюса. Припоем называется легкоплавкий металлический сплав, которым спаиваются провода и выводы деталей. Самый хороший припой — чистое олово. Но оно стоит дорого и используется в исключительных случаях. При радиомонтаже чаще применяют оловянно-свинцовые припои, представляющие сплав олова и свинца. По прочности спайки эти припои не уступают чистому олову. Плавятся такие припои при температуре 180 — 200° С. Обозначаются они тремя буквами — ПОС (припой оловянно-свинцовый), за которыми следует двузначная цифра, показывающая содержание олова в процентах, например: ПОС-40, ПОС-60. Для наших целей лучше брать припой ПОС-60.
Флюсы — это противоокислительные вещества. Они применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время пайки. Без флюса припой может не прилипнуть к поверхности металла.
Флюсы бывают разные. Так, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции таким припоем нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты. Одним из таких флюсов является канифоль. В магазинах вы, наверное, встречали смычковую канифоль, которой музыканты натирают смычки своих инструментов — ее можно использовать для пайки.
Чтобы можно было паять в труднодоступных местах, неплохо запастись жидким флюсом, о котором говорилось выше. Для его приготовления измельчают канифоль в порошок и всыпают в этиловый спирт или ацетон. Помешивая раствор палочкой, подсыпают канифоль до получения густой кашицы. Такую канифоль наносят на спаиваемые места тонкой палочкой или кисточкой. Для пайки печатных плат флюс следует делать более жидким. Следует иметь в виду, что флюс на базе ацетона токсичен! При использовании такого флюса следует избегать вдыхания испарений ацетона!
Второй секрет пайки — чистота жала паяльника и его нагрев. Если жало грязное, им трудно работать — плавиться припой будет, а к поверхности жала не прилипнет. Жало надо обязательно зачистить и залудить — покрыть тонким слоем припоя. Делают это так. Разогрейте паяльник и зачистите его жало напильником или шлифовальной шкуркой. Опустите жало в канифоль, а затем прикоснитесь им к кусочку припоя. В слое расплавленного припоя поводите жало по деревянной палочке (или по подставке) так, чтобы вся поверхность его покрылась слоем припоя. Со временем жало будет покрываться окисным налетом темного цвета, мешающим пайке. Вот тогда снова залудите его.
Третий секрет — чистота спаиваемых поверхностей. Места проводников и деталей, предназначенных для пайки, должны быть зачищены до блеска. Тщательно зачищенный проводник кладут на кусок канифоли и хорошо прогревают паяльником. Канифоль быстро расплавится, а имеющийся на паяльнике припой растечется по проводнику. Поворачивая проводник и медленно двигая по нему жало паяльника, добейтесь равномерного распределения припоя по поверхности проводника.
Если вы будете залуживать часть впаянного в самоделку проводника, зачистите это место шлифовальной шкуркой или перочинным ножом и поднесите кусок канифоли. Плавным движением паяльника равномерно распределите припой по залуживаемой поверхности.
Четвертый секрет — правильное соединение проводов при пайке и хороший прогрев места спайки деталей. Если надо спаять концы двух залуженных проводников, плотно прижмите их друг к другу и к месту касания приложите паяльник с каплей припоя на конце жала. Как только место спайки прогреется, припой растечется и заполнит промежутки между проводниками. Плавным движением паяльника распределите припой равномерно по всему месту спайки. Продолжительность пайки не должна превышать 5 с, после чего паяльник удаляют — припой быстро затвердеет и прочно скрепит детали. Но пайка будет прочной только в том случае, если после удаления паяльника проводники не сдвинутся в течение 10 с.
Припаивая транзистор, берегите его выводы от перегрева. Для этого придерживайте их пинцетом или плоскогубцами — они выполняют роль теплоотвода.
Во время налаживания конструкций приходится перепаивать проводники или заменять детали. Это нужно учитывать при монтаже. Так, концы деталей, соединяющиеся согласно схеме с общим проводником, следует припаивать не в одной точке, а на некотором расстоянии друг от друга. Не рекомендуется закручивать концы деталей вокруг проводника.
Помните, что при пайке выделяются вредные для здоровья пары олова и свинца. Ни в коем случае нельзя наклоняться над местом пайки и вдыхать испарения. Летом старайтесь паять у открытого окна, зимой чаще проветривайте помещение. После окончания пайки обязательно вымойте руки теплой водой с мылом.
Свойства некоторых свинцово-оловянистых (мягких) припоев:
ПОС-90 — температура плавления 222 градусов Цельсия, прочность при растяжении 4,3 кГ х мм. кв., используется для пайки деталей или узлов с последующим серебрением или золочением. Состав: Олово — 90 %, Сурьма — 0,15%, Свинец — остальное.
ПОС-60 — температура плавления 190 градусов Цельсия, прочность при растяжении 4,1 кГ х мм.кв., используется для пайки высоко ответственных соединений, в том числе и в радиотехнике. Состав: Олово — 60%, Сурьма — 0,8%, Свинец — остальное.
ПОС-50 — температура плавления — 222 градуса Цельсия, прочность на разрыв — 3,6 кГ х мм. кв., используется для пайки ответственных деталей, когда допустим более высокий нагрев. Состав: Олово — 50%, Сурьма — 0,8%, Свинец — остальное.
ПОС-40 — температура плавления — 235 градусов Цельсия, прочность на разрыв — 3,2 кГ х мм. кв., используется для пайки менее ответственных токопроводящих деталей. Состав: Олово — 40%, Сурьма — 2%, Свинец — остальное.
ПОС-30 — температура плавления — 256 градусов Цельсия, прочность на разрыв — 3,3 кГ х мм. кв., используется для лужения и пайки менее ответственных и механических деталей из меди, ее сплавов и стали. Состав: Олово — 30%, Сурьма — 2%, Свинец — остальное.
ПОС-18 — температура плавления — 277 градусов Цельсия, прочность на разрыв — 2,8 кГ х мм. кв., используется для пайки при пониженных требованиях к прочности шва, а также для лужения перед пайкой. Состав: Олово — 18%, Сурьма — 2,5%, Свинец — остальное.
ПОС-4-6 — температура плавления — 265 градусов Цельсия, прочность на разрыв — 5,8 кГ х мм. кв., используется для пайки с погружением в ванну с расплавленным припоем. Состав: Олово 4%, Сурьма — 6%, Свинец — остальное.
Источник
Êàê ïðèïàÿòüñÿ ê ñâèíöó?
| Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108882 | íàâåðõ |
Àâòîð: Mixerr Íàäî ïîäêëþ÷èòüñÿ ê àêêóìóëÿòîðó. Âûâîä íåñòàíäàðòíûé, ìåõàíè÷åñêè — íèêàê. Êàê ïðèïàÿòü ïðîâîä ê ñâèíöó? Òîê — îêîëî 100 À. | ||
| Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108885 | íàâåðõ |
Àâòîð: Oscillator Êðóïíîøàãîâûé ñàìîðåç â ãëóõîå îòâåðñòèå â êëåììå | ||
| 5/0 | | Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108886 | íàâåðõ |
Àâòîð: El.Master ÏðèâàòèçèðîâàëÊÎÑÌÎÑ îáû÷íûì ïðèïîåì ÏÎÑ 40 | ||
| 3/0 | | Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108888 | íàâåðõ | ||
Àâòîð: Mixerr
100 Àìïåð âûäåðæèò?
À ðàñïëàâèòñÿ ëè îí íà ñâèíöå? À ÏÎÑ-61 íå ïîéäåò? Êëåììà â | ||||
| Ïîäåëèòüñÿ: | ||||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108895 | íàâåðõ |
Àâòîð: TwentyThree Ìîæåò ôîòî óæå äàäèòå, ïðè òàêîé ñåðèè âîïðîñîâ. | ||
| 2/0 | | Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108896 | íàâåðõ | |
Àâòîð: alexhote
ïðåêðàñíî ïîéäåò | |||
| 4/0 | | Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108901 | íàâåðõ | |
Àâòîð: Mixerr
Ôîòî â îãîðîäå. äåëî íå â ôîòî. Ïóñòü ýòî áóäåò óñëîâíûé ñëèòîê ñâèíöà, êîòîðûé ëåæèò íà ïëàñòèêå. Ìåõàíè÷åñêè ê ñëèòêó çàæèì íå ïðèäåëàòü, òîëüêî ñâåðëèòüñÿ. Ðåçüáà íå ïîéäåò, êàê ìíå | |||
| Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108902 | íàâåðõ |
Àâòîð: Ì@ðê (Î ïîëüçîâàòåëå) ïðîñâåðëè, çàëóäè ïðîâîä, âñòàâü è çàëåé ðàñïëàâîì òîãî æå ñâèíöà èëè ïîñ ëþáîé | ||
| 4/0 | | Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108903 | íàâåðõ | ||
Àâòîð: sergkn
Ñìîòðÿ êàêîâà êîíñòðóêöèÿ àêêóìóëÿòîðà (êëåìì).  ñâî¸ âðåìÿ òàêèì îáðàçîì çàêîðà÷èâàë ñäîõøèå áàíêè íà ýëåêòðîïîãðóç÷èêå — ñâåðëèëñÿ, íàðåçàë ðåçüáó (â òå âðåìåíà «êðóïíîøàãîâûõ ñàìîðåçîâ» íå áûëî),ñòàâèë ïåðåìû÷êó À
| ||||
| Ïîäåëèòüñÿ: | ||||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108905 | íàâåðõ | |
Àâòîð: Mixerr
Ôëþñ êàêîé? Êàíèôîëü ïîéäåò? | |||
| Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108907 | íàâåðõ | |
Àâòîð: andrew2709 (îòêóáðÿ÷èë øàóðìó)
1. åñëè íå àêêóì- âààùå íå âèæó ïðîáëåì | |||
| 1/0 | | Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108911 | íàâåðõ | |
Àâòîð: alexhote
ß óæå ïèñàë ÷òî ïðè ïàéêå íóæíî îáåñïå÷èòü áûñòðûé ëîêàëüíûé ïðîãðåâ äî òåìïåðàòóðû ïëàâëåíèÿ, à âåðíåå âûøå òåìïåðàòóðû ïëàâëåíèÿ ïðèïîÿ ïîñ61 íî â ìåñòå êîíòàêòà áûñòðî ðàñòâîðÿþòñÿ äðóã ñ äðóãîì è ÷å òàì ïîëó÷èòñÿ íåïîíÿòíî ôëþñ ìîæíî è êàíèôîëü | |||
| 3/0 | | Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108914 | íàâåðõ | |
Àâòîð: Ãðîá Ãîñïîäåíü
Êàíèôîëü ðàñòâîðÿåøü â ñïèðòå, â ïîëó÷åííûé ôëþñ îêóíàåøü ïðîâîä,êîòîðûé çàòåì îêóíàåøü â ðàñïëàâëåííûé ïðèïîé; ëóæåíèå çàêîí÷åíî. | |||
| Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108917 | íàâåðõ |
Àâòîð: Mixerr Ïðîãðåòü âñþ ìàññó ñâèíöà ïðîáëåìàòè÷íî. Ïðèëèïíåò ëè ïðèïîé ê ñâèíöó? | ||
| Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108929 | íàâåðõ |
Àâòîð: Ñhin_middle Íå ïîäîéäåò ýòîò àêêóì äëÿ àâòî….íå ïîäîéäåò 🙂 | ||
| Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108930 | íàâåðõ | |
Àâòîð: andrew2709 (îòêóáðÿ÷èë øàóðìó)
åùå ïàðà òàêèõ âîïðîñîâ- è çàñûëàéòå ïèòèê íà ìîáèëó: ìû åäåì ê âàì ! :hi: | |||
| 2/0 | | Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108936 | íàâåðõ | |
Àâòîð: Mixerr
Ýòî íå äëÿ àâòî è àêêóìóëÿòîð íå ñòàðòîâûé. | |||
| Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108937 | íàâåðõ |
Àâòîð: Petrov_kamensk äåëàòü êðåïåæíîå óõî èç ñâèíöà, è åãî ïðèâàðèâàòü ê ÀÊÁ-øíîìó êåðíó, | ||
| 2/0 | | Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108941 | íàâåðõ |
Àâòîð: mail_administrator ÿ áû ñäåëàë òàê — Íà ðåçèíêè áû ïðîâîäà ïîäæàë ê êëåììàì, åñëè êðîêîäèëü÷èêè íå ìîãóò óõâàòèòüñÿ. âîçìîæíî íà ïðîâîäàõ ïðèïàÿë áû áëÿøå÷êè, ïîä ôîðìó êîíòàêòà, äëÿ ëó÷øåãî êîíòàêòà. È âñå ýòî îáìîòàë èçîëåíòîé, äëÿ íàäåæíîñòè | ||
| 0/1 | | Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108942 | íàâåðõ |
Àâòîð: Petrov_kamensk íà 100 À, èçîëåíòà î÷åíü óìåñòíà áóäåò 😀 | ||
| 6/0 | | Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108947 | íàâåðõ | |
Àâòîð: Áåøóà 52 (Î ïîëüçîâàòåëå)
âûñâåðëèòü ãëóõîå îòâåðñòèå è çàëèòü ðàñïëàëåííûì ñâèíöîì. ýëåêòðîä ëóæåíûé îäíîâðåìåííî âñòàâèòü. | |||
| 1/1 | | Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108950 | íàâåðõ | ||
Àâòîð: Mixerr
Äëÿ çàïàõà)))
Òàê è | ||||
| Ïîäåëèòüñÿ: | ||||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108951 | íàâåðõ | |
Àâòîð: Áåøóà 52 (Î ïîëüçîâàòåëå)
â òåïëîì ïîìåùåíèè èëè ïîä ôåíîì äîëæåí ëîêàëüíî ñõâàòèòüñÿ. | |||
| 0/1 | | Ïîäåëèòüñÿ: | |||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108953 | íàâåðõ |
Àâòîð: Ì@ðê (Î ïîëüçîâàòåëå) êîãäà ñâåðëèòü áóäåøü, ñòðóæêó ñîáåðè, å¸ õâàòèò çàëèòü ïðîâîä âñòàâëåííûé | ||
| Ïîäåëèòüñÿ: | ||
| Re: Êàê ïðèïàÿòüñÿ ê ñâèíöó? | #108955 | íàâåðõ | |
Àâòîð: Petrov_kamensk
íåò, òðåíèðóéòåñü íà ñòàðîì ÀÊÁ | |||
| 4/0 | | Ïîäåëèòüñÿ: | |||
Âíèìàíèå! ñåé÷àñ Âû íå àâòîðèçîâàíû è íå ìîæåòå ïîäàâàòü ñîîáùåíèÿ êàê çàðåãèñòðèðîâàííûé ïîëüçîâàòåëü.
×òîáû àâòîðèçîâàòüñÿ, íàæìèòå íà ýòó ññûëêó (ïîñëå àâòîðèçàöèè âû âåðíåòåñü íà
ýòó æå ñòðàíèöó)
Источник
Технология сварки свинца и его сплавов
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Свинец — химически устойчивый материал, широко используемый в химической промышленности для облицовки ванн, сосудов, аппаратов и трубопроводов. Температура плавления свинца низкая (327 °С), при нагревании свинец легко окисляется, покрывается пленкой окиси свинца PbО, имеющей температуру плавления 850 °С.
Для сварки свинца применяют водородно-кислородное, ацетилено-воздушное, ацетилено-кислородное пламя, а также газы-заменители ацетилена: пропан-бутан, городской газ, природный газ, пары бензина и керосина. Листы толщиной до 1,5 мм свариваютвстык с отбортовкой без присадочного материала. Листы толщиной до 6 мм сваривают встык без скоса кромок, при большей толщине применяют односторонний скос кромок под углом 30—35°. Применяют также соединения внахлестку. В качестве присадочного прутка используют проволоку или полоску свинца. Диаметр прутка выбирают равным 2—2,5δ, где δ — толщина свариваемого металла.
Пламя не должно иметь избытка кислорода. При сварке листов мощность пламени равна 5—10, при сварке труб — 15—20 дм3/ч ацетилена на 1 мм толщины металла. Скорость сварки следует поддерживать максимально возможной (15/δ— 30/δ м/ч). Сварку ведут в нижнем или вертикальном положении. Применяют способ сварки отдельными ванночками. При толщине металла свыше 8 мм применяют многослойную сварку. Для лучшего оплавления металла и удаления пленки окиси свинца рекомендуется применять флюс из равных частей канифоли и стеарина. При сварке внахлестку верхнюю кромку слегка отгибают и используют ее как присадочный материал. При малых толщинах применяют ацетилено-воздушное пламя.
Для предупреждения вытекания металла при сварке свинца в положениях, отличных от нижнего, рекомендуется использовать формирующие полоски из стали, располагаемые вдоль шва, или стальные дугообразные формочки, передвигаемые по шву в процессе заполнения его металлом. Эти формочки (так называемые кристаллизаторы или холодильники) ускоряют охлаждение металла шва и облегчают его формирование.
Основные марки, структура и механические свойства сплавов свинца
Сплавы свинца характеризуются высокой плотностью, твердостью, хорошими антифрикционными свойствами, коррозионностойки.
Свинец образует со многими металлами эвтектические сплавы, с щелочными и щелочно-земельными металлами — интерметаллиды. Добавка Sb и Sn к свинцу повышает его прочность и твердость, As делает Рb дисперсионно-твердеющим, таллий уменьшает ползучесть. Наличие Sb в свинце приводит к охрупчиванию металла шва, поэтому для сварки желательно использование бессурьмянистого свинца.
Сурьмянистый свинец имеет маркировку ССу и выпускается нескольких составов в зависимости от содержания примесей и назначения (ГОСТ 1292—81). Сурьмянистый свинец общего назначения марок ССу1, ССу2, ССу3, ССу8, ССу10 содержит от 2,5 до 12 % (по массе) сурьмы в качестве основного компонента.
Для изготовления оболочек кабелей применяется сурьмянистый свинец марок ССуМ, CCyM1, ССуМ2, ССуМЗ, ССуМ10, в которых содержание сурьмы составляет от 0,15 до 0,95 % (по массе), остальных примесей еще меньше.
Сплавы свинца легкоплавки, их используют в качестве припоев марок ПОС и типографских сплавов.
Сплавы типографские безоловянные изготавливают из свинца не ниже марки С3 (ГОСТ 3778—7,7), сурьмы Су2 (ГОСТ 1089—82) и мышьяка. Химический состав типографских сплавов марок МШ1, МШ2, МШЗ, МП1, МСМ1, МЛн1, определяется ГОСТ 5188—49 Сплавы этих марок содержат 9,5—15 % Sb, I—4 % As, примеси Sn, Cu, Ni, Fe, Zn, S составляют от 0,2 до 0,6 % (по массе), остальное Pb.
Свариваемость свинца и его сплавов
Низкая теплопроводность свинца позволяет сваривать металл при небольших тепловложениях. Малая растворимость в расплавленном свинце кислорода, азота и водорода позволяет при газовой сварке использовать водородно-кислородное пламя.
Пары свинца ядовиты, поэтому сварочный пост должен быть оборудован приточно-вытяжной вентиляцией, обеспечивающей содержание свинца ниже предельно допустимых концентраций.
При сварке технического свинца металл шва получается крупнокристаллическим и малопластичным. Для повышения пластичности шва основной металл и присадочную проволоку легируют кальцием, оловом, селеном и другими модификаторами.
Технология сварки свинца и его сплавов
Подготовка под сварку
Перед сваркой свариваемые кромки должны быть зачищены до металлического блеска на ширину не менее 30 мм от каждой кромки. Допускается применение химического травления в растворе уксусной кислоты, содержащем уксуснокислый аммоний, или промывка в четыреххлористом углероде.
Очищенная поверхность свинца сохраняется незначительное время и может потребоваться повторная зачистка кромок непосредственно перед сваркой.
Сварка плавлением свинца и его сплавов может производиться в любом положении швов в пространстве. При двусторонней сварке металла толщиной до 10 мм скос кромок не производят. Для полного провара металла толщиной более 6 мм при односторонней сварке рекомендуется производить односторонний скос кромок под углом 35° с каждой стороны с притуплением до 4 мм. При вертикальной сварке вследствие легкоплавкости, жидкотекучести и большой удельной массы свинца следует применять передвижные формирующие планки-подкладки. Применять подкладки рекомендуется и при сварке других стыковых соединений, причем для толщины до 4 мм подкладки могут быть из асбеста.
Присадочную проволоку выбирают в соответствии с маркой свариваемого свинца.
Целесообразно присадочный металл закладывать в стык, что повышает производительность сварки и до некоторой степени предохраняет от вытекания металла.
Сварку свинца осуществляют преимущественно газовым пламенем, дугой угольным электродом или неплавящимся электродом в среде аргона.
Газовая сварка
Газовая сварка применяется для свинца и его сплавов толщиной от 0,8 до 30 мм и более. Используют ацетилено-кислородное и водородно-кислородное пламя. Как правило, газовую сварку применяют при облицовке гальванических ванн, сварке свинцовых трубопроводов небольших диаметров, наплавке свинца на черные металлы. Ацетилено-кислородную сварку производят пламенем нормального состава (β= 1÷1,2). Мощность пламени (л/ч) W=100s, где s — толщина свариваемого металла, мм. Процесс сварки необходимо осуществлять с максимально возможной скоростью, чтобы не происходило вытекание свинца из стыка. При толщине металла более 1,5—2 мм сварку производят в несколько слоев «левым» способом с наклоном горелки 30—45° к изделию. В качестве флюса применяют стеарин или расплав стеарина с канифолью, перед нанесением флюса на кромки свариваемые листы в стыке подогревают горелкой. Флюс химически не реагирует со свинцом и только защищает металл от окисления.
Вследствие высокой пластичности свинца не требуется мер по борьбе со сварочными напряжениями, однако при сварке сурьмянистого свинца возможно образование трещин.
Дуговая сварка угольным электродом
Дуговая сварка угольным электродом выполняется на переменном и постоянном токе, лучшие результаты получаются на постоянном токе прямой полярности. При бесфлюсовой сварке на поверхности расплавленной ванны образуется пленка оксида свинца, которую необходимо механически удалять. Лучшее качество швов получают при использовании флюсов — стеарин или расплав стеарина с канифолью. Металл малых толщин (до 4 мм) сваривают встык за один проход, при больших толщинах— за два или три прохода. Сварку за первый проход осуществляют без присадочного металла за счет расплавления кромок. При втором проходе используют присадочный металл, увеличение размеров сварочной ванны достигают круговыми движениями электрода. Третий проход выполняют при сварке свинца значительных толщин. Рекомендуется пульсирующая дуга: наряду с перемещением электрода в горизонтальной плоскости ему сообщаются небольшие колебания в вертикальной плоскости. Сварку ведут без подогрева, в начале сварки путем задержки дуги подогревают первый участок стыка. Сварку ведут без перерыва. При случайном обрыве дуги необходимо вначале зачистить участок вокруг кратера до металлического блеска и лишь после этого продолжать сварку. С целью сглаживания сварного шва допускается его обрубка и проковка.
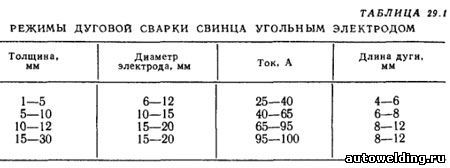
Режимы дуговой сварки свинца угольным электродом характеризуются малыми сварочными токами — не выше 100 А из-за возможной резки при более высоких токах и напряжении на дуге 10—12 В.
Ориентировочные режимы дуговой сварки свинца угольным электродом приведены в табл. 29.1.
Для механизации сварочных работ рекомендуется использовать дуговую сварку неплавящимся электродом в среде инертных газов. Сварку свинца малых толщин (до 3 мм) во всех пространственных положениях выполняют короткой дугой на постоянном токе прямой полярности в среде аргона.
Импульсно-дуговая сварка
Импульсно-дуговая сварка осуществляется точками, поэтому большое влияние на проплавляющую способность дуги оказывает величина шага точек: при толщине свариваемых листов 3 мм рекомендуется шаг 2,5—3,5 мм, при 5 мм — 1,5—2,5 мм. При большем шаге снижается величина провара. Для обеспечения максимальной проплавляющей способности дуги форма импульса тока должна приближаться к прямоугольной.
Холодная сварка свинца
Холодная сварка свинца используется для малых толщин—до 2—2,5 мм. Минимальная величина деформации при этом составляет 84%. Холодная сварка сдвигом позволяет снизить величину деформации до 50 %. Скорость нагружения мало влияет на деформируемость и прочность сварных соединений из свинца. Прочность сварных соединений составляет σв = 29÷49 МПа и близка к прочности основного металла, на уровне основного металла находятся электропроводность и другие свойства.
Свинец можно сваривать взрывом.
Волченко В.Н. «Сварка и свариваемые материалы», том 1. -М. 1991
Источник