Можно ли использовать для резки металлов под водой
Содержание статьи
ПалСергеич и подводная резка.
В прошлый раз мы немного коснулись темы подводной сварки металлов. Поверхностно, в ознакомительных целях. Сегодня же похожим образом рассмотрим подводную резку (разделку) металлов.
Экзотермическая резка во всей своей красе! Источник: fb.ru
Под водой имеет место быть необходимость резать металл. Надеюсь, что вопрос «зачем?» не стоит. 🙂 Это увлекательное мероприятие помогает поднимать со дна разного рода железный хлам, освобождать винты от намоток стальных тросов, разделывать суда на мелкие части …ну и т.д. Способов это сделать великое множество. Если начинать с самого примитивного, то нужно упомянуть ручной способ — обыкновенную пилку по металлу. Да-да, самую простую, которая есть у многих дома. Полотно зажимается на штатное место и вперед! Иногда этого действительно достаточно, а иногда ничем другим и не подлезть. Процесс такой же, как на поверхности. Разве что более трудозатратный. Использовать можно до пределов глубины спуска водолазов, по понятным причинам 🙂
Механизированную резку можно условно разделить на «абразивную» и «механическую». К абразивной отнесем разновидности подводных УШМ (бывают пневматические и гидравлические. Принцип работы как у любой болгарки — абразивный диск раскручивается…).
Вот как то так. Источник: i.com.ge
К механическим же отнесем разного рода ножницы и резаки. Гидравлические, пневматические. Их тоже великое множество моделей…
Один из самых простых ручных гидравлических резаков. Источник: Яндекс.Картинки
Способ этот универсален и работает даже на тех глубинах, где не работают водолазы. Подводные аппараты могут быть оснащены соответствующим «обвесом».
Аппарат «Пантера-Плюс», стоит на вооружении нашего ВМФ. Источник: Яндекс. Картинки
Стоит упомянуть и взрывной метод. Это отдельная квалификация водолазов — «водолаз-взрывник». Из названия понятно, что они делают. Но, чтобы вы не думали, что это какая-то экзотика — знайте, что на некоторых кораблях для съема винтов используют специальные заряды устанавливаемые в свое «технологическое» отверстие. Так действительно задумано проектом. Так же часто взрывают боеприпасы, обнаруженные на дне. Этот способ доступен на больших глубинах.
Подводный взрыв малого заряда. Источник: Яндекс.Картинки
Перейдем же к самому интересному!
Электродуговая резка:
Резка плавящимся электродом — обычно используется для резки сталей, чугуна, цвет.мета толщиной до 15-20 мм на глубине до 60 м. Из плюсов — используется то же оборудование, что и для сварки, но нужно больше тока. Из минусов: требует квалификации резчика и очень медленный.
Полуавтоматическая резка проволокой — обеспечивает резку высокопрочных металлов толщиной до 25-40 мм. Глубина применения — до 600 м. Плюсы: высокая эффективность, отсутствие в техпроцессе киорода (а значит большая безопасность). Минусы: для обеспечения эффективности нужна специальная порошковая проволока.
Газокислородная резка:
Ацетилен-кислородная — используется крайне редко (не встречал). Глубина применения — ок. 13 м.вод.ст. Из плюсов — более высокая температура пламени, чем у водородно-кислородной. Но при большом давлении смесь взрывоопасна!
Водородно-кислородная — используют для резки ферритных материалов толщиной до 40 мм. С большим трудом можно резать 300 мм. Плюсы: Портативное и не сложное в эксплуатации оборудование. Минусы: относительно медленный рез, требует высокой квалификации резчика, ограничена в использовании глубиной 1400 м.
Бензокислородная и Спиртобензокислородная — о них я только читал. Но знаю несколько человек, которые их видели, но не знаю никого, кто бы ими работал. Бензокислородный ограничен 100 м глубины и требует сложного оборудования для превращения жидкого топлива в пар. А спиртобензокислородная, видимо, канула в лету. С глубиной использования не ясно, производительность очень низкая, оборудование сложное.
Электрокислородная резка:
Стальным трубчатым электродом — как вы поняли, электрод представляет из себя стальную трубку, по которой проходит кислород. Дуга прогревает металл, кислород его «выдувает». Глубина 180 м. дает пространство для использования, используют для резки металлов толщиной 40 мм, с некоторыми трудностями — большей толщины. Из плюсов: портативное оборудование, простая технология реза. Минусы: грубая поверхность реза, частая замена электродов.
Метод «термического кислородного копья» (экзотермическая резка) — самый популярный на сегодняшний день. Плотно ассоциируется с фирмой Broco, которая стала нарицательным именем. Метод похож на предыдущий за одним большим исключением — внутри стальной трубки дополнительно находятся прутки из особого алюминиевого сплава, которые, будучи подожжены электродугой продолжают гореть без электричества в кислородной среде, выделяя колоссальное количество тепла («копье» обладает температурой около 5500 градусов Цельсия) и позволяет резать металл большой толщины. А так же дерево, бетон, кирпич… Используют на глубинах до 100 м. Из плюсов: относительно простое и не дорогое оборудование (коробка электродов около — 15 000 рублей) и возможность резать практически все материалы. Из минусов — грубая поверхность реза. Ну и пары могут взорваться, если работать в замкнутом пространстве и не следить за «газовой подушкой» которая скапливается сверху. Ее, как и при любой кислородной резке, надо периодически вентилировать воздухом.
Разделка корпуса под водой. Экзотермическая резка резаком Broco. Источник: Яндекс.Картинки
Пару слов о загадочных экспериментальных способах резки под водой:
Плазменная резка прямой дугой — режет металлы толщиной до 75 мм, рез качественный и аккуратный, нет необходимости менять электроды и, как следствие — высокая скорость реза. Испытывалась на небольшой (4 м) глубине. Из минусов — высокое напряжение тока очень опасно для водолаза!
Плазменная резка непрямой дугой — загадочный способ. Как он происходит — ответить не готов, но в моем конспекте записано, что он существует. И режет не металлические материалы. А так же ему нужен ОЧЕНЬ! мощный источник тока.
Сочетанная резка «электрод+струя воды» — испытана на глубине 1 метра, доказана возможность реза металлов толщиной до 60 мм. Из минусов — затруднен обзор места работы…
Резка окислителями (фторосодержащими) — испытана на глубине 0.5 м, показала возможность реза всех металлов. Из плюсов — относительно простое оборудование и подача топлива под давлением. Но высокая сложность хранения и работы с высокореактивными веществами затрудняет его использование.
Резка электронным лучом — испытана на глубине 0.5 м, возможность резки всех металлов, а так же бетона, камня. Очень сложное и дорогое оборудование обеспечивает качественный рез . Метод еще далек от совершенства.
Вот, бегом разобрали разные способы резки. Из них лично пробовал два: электродом и экзотермический. Если первый по зрелищности не особо отличается от сварки, то второй — это действительно яркое фаершоу с пузырями, светом… выглядит в прозрачной воде очень красиво. Да и скорость реза гораздо быстрее, чем просто электродом. Если резчик хороший — «зубов» на металле будет не много и рез получится достаточно аккуратный.
Спасибо, что прочитали! Оставляйте отзывы и пожелания, подписывайтесь, если понравилось. До новых встреч!
Источник
Подводная резка металлов
Резка металлов под водой имеет большое значение при выполнении судоремонтных, судоподъемных и аварийно-спасательных работ.
Резка металлов под водой отличается многими специфическими особенностями. Разрезаемый металл находится в воде и интенсивно охлаждается, что затрудняет его достаточный прорев. Резчик, работающий под водой стеснен в своих движениях, так как он одет в специальное водолазное снаряжение. Видимость при подводной резке также ограничена.
Существуют три вида подводной резки металла:
- газопламенная;
- дуговая;
- кислородно-дуговая.
При любом способе резка выполняется в газовой среде, которая создается искусственно или возникает естественно в процессе резки. Нагрев металла при резке под водой обеспечивается созданием газового пузыря, который оттесняет воду как от пламени, так и от нагреваемого участка разрезаемого металла.
Для подводной газокислородной резки применяют специальные резаки, которые работают на газообразном водороде или на жидком горючем бензине. Под водой металл охлаждается интенсивнее, чем на воздухе, поэтому для его подогрева требуется пламя в 10-15 раз мощнее, чем для аналогичных работ на воздухе.
Подводные резаки имеют устройства для создания и поддержания газового пузыря, оттесняющего воду от пламени. Для образования защитного газового пузыря служит углекислый газ, оксид углерода и дополнительно вдуваемый воздух.
Головка водородно-кислородного резака состоит из колпака 3 и мундштуков 1 и 2. По центральному каналу мундштука 1 поступает режущий кислород 4, а по кольцевому каналу между мундштуками 1 и 2 — водородно-кислородная смесь 5, образующая подогревающее пламя 7. Снаружи мундштука 2 имеется колпак 3, через который поступает сжатый воздух 6, служащий для образования пузыря 9 вокруг пламени. Пламя резака зажигают над водой, после чего в мундштук подается сжатый воздух 6 и резак опускают под воду 10 (8 — струя режущего кислорода). Если пламя под водой погасло, то поднимают резак, зажигают и регулируют подогревающее пламя и производят вторичное погружение. При работе на больших глубинах применяют подводное зажигание пламени резака. Для этой цели служит «зажигательная дощечка» и аккумуляторная батарея.
Рисунок 1 — Схема головки водородно-кислородного резака для подводной резки
Резак для водородно-кислородной подводной резки показан на рисунке 2. Водородно-кислородным резаком режут стали толщиной до 70 мм на глубине до 30 м. Резак состоит из мундштука 1, головки 2, колпака 7, вентилей 4 и 6 и рукоятки 5. Режущий кислород подается через вентиль 4 в — центральный канал мундштука 1. Водородно-кислородная смесь поступает в головку 2 по трубке 3, а сжатый воздух — в колпак 7 через вентиль 6. Водород и кислород поступают в резак по шлангам из баллонов. Воздух, подается по отдельному шлангу из компрессора или баллонов. Водородно-кислородное пламя не имеет ярко выраженного ядра (отсутствуют частицы углерода в пламени), что усложняет его регулировку. Поэтому более удобным является применение в качестве горючего бензина. При резке металлов под водой бензин не испаряется, а распыляется кислородом. В зону подогревающего пламени подается распыленный бензин, который успевает испариться и сгореть в кислороде.
Рисунок 2 — Резак для водородно-кислородной резки
Резак для бензинокислородной резки изображен на рисунке 3. Бензорез состоит из головки 1, соединительных трубок 2 и корпуса с рукояткой 3. На корпусе рукоятки резака имеются три вентиля — вентиль 4 для бензина, 5 и 6 для кислорода. Бензин подают из напорного бачка, необходимое давление создается азотом, подаваемым из баллона через редуктор.
Рисунок 3 — Резак для бензин-кислородной подводной резки
Сущность электрокислородной подводной резки заключается в том, что место реза подогревается дугой прямого действия, горящей между изделием и трубчатым стальным электродом, через который подается режущий кислород. Кислород к электроду подводят через электрододержатель, для пуска кислорода держатель снабжен вентилем. Для электрокислородной резки используют металлические, угольные или графитовые электроды, наибольшее применение нашли стальные электроды. Для изготовления электродов применяют стальные цельнотянутые трубки наружным диаметром 5-7 мм, внутренним — 2-3 мм, длиной — 450 мм со специальным водонепроницаемым покрытием. Для питания используют установки постоянного тока. При резке применяется прямая полярность, сила тока не превышает 400 А. Электрокислородную резку можно выполнять на значительных глубинах до 100 м. Расход кислорода составляет 6-10 м3/ч. Недостатком электрокислородной резки стальным электродом является большой расход электродов. Электрод длиной 450 мм расходуется в среднем в течение 1 мин.
а — стального трубчатого электрода; 1 — стальная толстостенная трубка, 2 — обмазка, 3 — канал для кислорода; б — угольного электрода; 1 — угольный электрод или графитовый стержень, 2 — металлическая оболочка, 3 — трубка для кислорода, 4 — покрытие; в — карборундового электрода; 1 — карборундовый стержень, 2 — металлическая оболочка, 3 — канал для кислорода, 4 — покрытие
Рисунок 4 — Поперечный разрез
Для резки применяют также угольные или графитовые электроды. В осевой канал электрода вставляется медная или кварцевая трубочка. Для увеличения электропроводности электрода: и повышения механической прочности стержни покрывают снаружи металлической оболочкой, на поверхность которой наносят водонепроницаемый слой покрытия. Угольный электрод длиной 250 мм горит 10-12 мин.
К недостаткам угольных электродов относится значительный наружный диаметр 15-18 мм, что не позволяет вводить электрод в полость реза. Для электрокислородной подводной резки нашли применение трубчатые карборундовые электроды со стальной оболочкой и водонепроницаемым покрытием. Срок службы карборундового электрода длиной 250 мм, диаметром 12-15 мм — 15-20 мин.
Источник
Подводная резка металла: описание технологического процесса
Автор perminoviv На чтение 4 мин. Опубликовано 16.02.2018
Подводная резка металла используется при осуществлении аварийно-спасательных, строительных и судноподьемных работ.
Для подводных работ применяют электрокислородный и газовый способ резки. Электрокислородный способ резки является более опасным с точки зрения техники безопасности из-за возможности поражения электрическим током, особенно в морской воде.
Подводная резка металла резаком осуществляется преимущественно резаками, работающими на бензине, ибо такое горючее вещество можно подать на значительную глубину под большим давлением. Ацетилен при больших давлениях может взорваться, поэтому не используется. Мощность подогревающей пламени при подводной резке в 10-15 раз превышает мощность пламени для резки на воздухе.

Горит огонь под водой в газовом волдыре, создаваемый продуктами сгорания бензина, или путем подачи воздуха вокруг головки резака для оттеснения воды. Розжиг пламени осуществляется электрозапалом, что подключен к батарее аккумуляторов. Давление в бензиновых бачках создается азотом. В резаках бензин разбрызгивается в завихрительных головках и при этом испаряется.

Для подводной резки широко используется спецустановка БУПР. Рампа кислородных баллонов, канистра с горючим, баллоны с азотом и пульт управления БУПР необходимо размещать над водой. Чрезмерный бензин, всплывая на поверхность воды, может заниматься, потому бензокислородная резка применяется в неглубоких водоемах и замкнутых пространствах.
Водородная резка металла осуществляется водородом, который вырабатывается в аппарате. Вследствие разложения молекул воды на 2 элемента, кислород и водород, получается водород. В результате чего появляется газовая смесь, при помощи которой можно осуществлять работы резке.

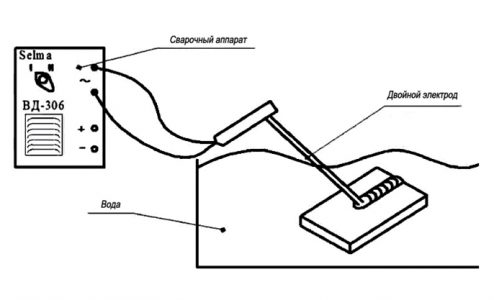
Технология подводной сварки и резки сдвоенным электродом
Подводная электродуговая резка металла нашло широкое применение как при изготовлении трубопроводов для газо-нефтеперерабатывающей отрасли так и в ремонтном производстве благодаря своей оперативности и простоте выполнения. Однако оно имеет значительные трудности как технологического так и металлургического характера. Технологические трудности заключаются в необходимости обеспечения герметичности оборудования и материалов для зажигания дуги под водой, что требует использования трубчатых электродов и дополнительного оборудования для подачи газа, что создает пузырь в котором зажигается дуга. Металлургические трудности обусловлены водородно-кислородной атмосферой парогазового пузыря, который формируется уже в процессе сварки под водой и способствует окислению легирующих элементов и насыщению металла сварочной ванны водородом, а ускоренное охлаждение окружающей водой приводит к его задержке в металле шва и образованию закалочных структур.
Так же могут использоваться сдвоенные экзотермические электроды для подводной резки металла. Эта технология заключается в том, что электродов размещены параллельно друг другу и подключения их к клеммам источника питания переменного тока. Такая технология позволяет зажигать дугу между электродами над водой и заглублять ее на небольшую глубину к месту сварки. Зажигания дуги под водой возможно с помощью осциллятора. В таком случае концы электродов необходимо изолировать, например термоклеем, с обеспечением воздушного канала между их торцами. После зажигания дуги электроды приближают к деталям. Как только расстояние между электродами и изделием становится меньше расстояния между самими электродами дуга начинает гореть между электродами и деталью, что позволяет выполнять как сварку, так и резку металла.
Реализация такого способа подводной сварки возможна с использованием обычных искусственных электродов с предварительно нанесенным на их поверхность водоотталкивающим изоляционным покрытием. Однако подводная сварка кроме технологических трудностей, имеет ряд металлургических связанных с насыщением металла сварочной ванны водородом и ускоренным охлаждением. Для исследования влияния этих факторов были проведены эксперименты с использованием для подводной сварки электродов марок АНО-21, МР-3, УОНИ 13/45. Все они позволяют формировать в воде качественный сварной шов с характерным металлическим блеском аустенитным нержавеющим сталям.
Общеизвестно, что высокоуглеродистые стали с мартенситной структурой имеют высокую твердость и малую пластичность. Эти обстоятельства имеют существенное значение для установления способности сварных швов заваренных под водой. Технология двухэлектродной подводной сварки и резки штучными электродами на ряду со своей простотой в использовании показала такую эффективность, какую не дает подводная кислородная резка металла. Полученные соединения имеют высокое качество и структуру с небольшой твердостью по глубине, что позволяет делать вывод о пригодности предлагаемой технологии в промышленности.
Источник
Форум Тетис
Модераторы: Максим Васильев, трофи, KWAK, DukeSS
Mcline Участник Сообщения: 178 Зарегистрирован: 25-07-2011 23:22 Откуда: Пермский край, г.Березники
#1 Сообщение Добавлено: 05-09-2011 22:40 Заголовок сообщения: Способы подводной резки стали
Тоже в принципе к дайвингу относится. Заинтересовала в последнее время тема резки металла под водой. Металл толстый 50-70 мм. Ширина брусьев до полуметра. Количество … порядка полусотни. Глубина работы разная, от 5 метров до 15. Перелопатил весь Яндекс, то какие-то бензорезы, то электро (ага, под водой, щаззз), то термит. Вопрос — кто с этим сталкивался и чем наиболее оптимально можно все это разрезать?
Надо все разрезать за три дня или 9 погружений двух водолазов с автономными источниками воздуха (12л). Подвода трехфазки для сварочника в ближайшем окружении нет, ЛЭП тянуть никто не будет.
RD, EAN PADI
ID, DSD IANTD
gdv1969 Активный участник Сообщения: 706 Зарегистрирован: 13-02-2009 11:03 Откуда: Пермь Контактная информация:
#3 Сообщение Добавлено: 06-09-2011 08:33 Заголовок сообщения: Re: Способы подводной резки стали
Mcline писал(а):Подвода трехфазки для сварочника в ближайшем окружении нет, ЛЭП тянуть никто не будет.
Есть автономные бензогенераторы, в том числе и для сварочного оборудования.
С уважением,
Дмитрий
T.Sergey Активный участник Сообщения: 572 Зарегистрирован: 21-05-2010 12:57 Откуда: Феодосия Крым
#4 Сообщение Добавлено: 06-09-2011 08:40 Заголовок сообщения:
TDI/SDI #12429
KVV Активный участник Сообщения: 319 Зарегистрирован: 07-07-2009 16:17 Откуда: СССР
#5 Сообщение Добавлено: 06-09-2011 09:13 Заголовок сообщения:
KVV Активный участник Сообщения: 319 Зарегистрирован: 07-07-2009 16:17 Откуда: СССР
#6 Сообщение Добавлено: 06-09-2011 09:14 Заголовок сообщения: Re: Способы подводной резки стали
Mcline писал(а):Тоже в принципе к дайвингу относится. Заинтересовала в последнее время тема резки металла под водой. Металл толстый 50-70 мм. Ширина брусьев до полуметра. Количество … порядка полусотни. Глубина работы разная, от 5 метров до 15. Перелопатил весь Яндекс, то какие-то бензорезы, то электро (ага, под водой, щаззз), то термит. Вопрос — кто с этим сталкивался и чем наиболее оптимально можно все это разрезать?
Надо все разрезать за три дня или 9 погружений двух водолазов с автономными источниками воздуха (12л). Подвода трехфазки для сварочника в ближайшем окружении нет, ЛЭП тянуть никто не будет.
только термическая резка кислородом (электродами БРОКО) ВАРИАНТОВ НЕТ!
T.Sergey Активный участник Сообщения: 572 Зарегистрирован: 21-05-2010 12:57 Откуда: Феодосия Крым
#7 Сообщение Добавлено: 06-09-2011 09:37 Заголовок сообщения: Re: Способы подводной резки стали
KVV писал(а):
Mcline писал(а):Тоже в принципе к дайвингу относится. Заинтересовала в последнее время тема резки металла под водой. Металл толстый 50-70 мм. Ширина брусьев до полуметра. Количество … порядка полусотни. Глубина работы разная, от 5 метров до 15. Перелопатил весь Яндекс, то какие-то бензорезы, то электро (ага, под водой, щаззз), то термит. Вопрос — кто с этим сталкивался и чем наиболее оптимально можно все это разрезать?
Надо все разрезать за три дня или 9 погружений двух водолазов с автономными источниками воздуха (12л). Подвода трехфазки для сварочника в ближайшем окружении нет, ЛЭП тянуть никто не будет.
только термическая резка кислородом (электродами БРОКО) ВАРИАНТОВ НЕТ!
Ну если вы в теме, так рассказали бы поподробнее. Без стеба. Правда интересно.
TDI/SDI #12429
Mcline Участник Сообщения: 178 Зарегистрирован: 25-07-2011 23:22 Откуда: Пермский край, г.Березники
#9 Сообщение Добавлено: 06-09-2011 11:14 Заголовок сообщения:
вот и я склоняюсь к двум вариантам, или дисковая пила, либо электроды BROCO
но пила упирается в компрессор работающий опять же от трехфазки 380
вот с BROCO ситуация не ясна на счет электропитания, что ему надо и какого тока.
Последний раз редактировалось Mcline 06-09-2011 11:18, всего редактировалось 1 раз.
RD, EAN PADI
ID, DSD IANTD
Mcline Участник Сообщения: 178 Зарегистрирован: 25-07-2011 23:22 Откуда: Пермский край, г.Березники
#10 Сообщение Добавлено: 06-09-2011 11:16 Заголовок сообщения: Re: Способы подводной резки стали
gdv1969 писал(а):
Mcline писал(а):Подвода трехфазки для сварочника в ближайшем окружении нет, ЛЭП тянуть никто не будет.
Есть автономные бензогенераторы, в том числе и для сварочного оборудования.
Дима, ты прикинь сколько этот генератор стоить будет!
RD, EAN PADI
ID, DSD IANTD
Michael J. Активный участник Сообщения: 2198 Зарегистрирован: 25-08-2009 12:18 Откуда: ӨФӨ, Шмурляндия
#11 Сообщение Добавлено: 06-09-2011 11:23 Заголовок сообщения:
А водородно-кислородная резка как? Или бензино-кислородная? Баллоны-шланги-резак.
Мост хочешь уронить?
Mareedege mareedegeb deemarissi.
CapitanBlack Активный участник Сообщения: 2921 Зарегистрирован: 01-08-2002 00:01 Откуда: Canada, B.C.
#12 Сообщение Добавлено: 06-09-2011 13:20 Заголовок сообщения:
Mcline писал(а):с BROCO ситуация не ясна на счет электропитания, что ему надо и какого тока.
Вовт что пишут амириканские вояки:
4-2.3 Power Supply Requirements. The preferred power supply for underwater cutting and welding is a 400 amp or larger, engine driven DC welding generator with a minimum of 60 percent duty cycle. The generator shall have independent voltage and amperage controls. Figure 4-7a shows control panel of a typical generator. A welding power source with a minimum capacity of 300 amperes is acceptable, however, cutting is considerably longer whenever power is reduced. 400 amp and over are required for some operations. DC generators, motor generators and rectifiers are acceptable power supplies. In an emergency, a 200-ampere machine set for peak or near-peak load may be sufficient for short periods of ; rectified or motor driven type machines may also be used.
Вкратце — для резки желателен сварочный генератор постоянного тока, приводимый в действие мотором, на 400 ампер, с 60% циклом нагрузки. (Цикл нагрузки 60% значит, что вы можете резать в течении 6 минут и 4 минуты генератору нужно, что бы остыть). Использование 300 амперных сварочных машин возможно, но значительно увеличивает время резки.
Scars remind us that past is real…
Mcline Участник Сообщения: 178 Зарегистрирован: 25-07-2011 23:22 Откуда: Пермский край, г.Березники
#13 Сообщение Добавлено: 06-09-2011 14:12 Заголовок сообщения:
Michael J. писал(а):А водородно-кислородная резка как? Или бензино-кислородная? Баллоны-шланги-резак.
Мост хочешь уронить?
Миша, ты чего злой такой? наоборот — поднять. Ну вот упали фермы моста, что тут поделать. А в сборе вся конструкция даже 250 тонным краном не подымается. По болтам раскручивать… они ж закисли все за столько лет эксплуатации. Поэтому только резать. А газо-кислородный резак под водой разве будет работать? Да и прогреть такую толщу чтоб разрезать… не уверен как-то
RD, EAN PADI
ID, DSD IANTD
Mcline Участник Сообщения: 178 Зарегистрирован: 25-07-2011 23:22 Откуда: Пермский край, г.Березники
#14 Сообщение Добавлено: 06-09-2011 14:15 Заголовок сообщения:
CapitanBlack писал(а): Вкратце — для резки желателен сварочный генератор постоянного тока, приводимый в действие мотором, на 400 ампер
нету такого. Да и не будет никогда. Максимум 12 Вольт от аккумулятора машины или 220 Вольт 300 Ватт от инвертора
RD, EAN PADI
ID, DSD IANTD
Michael J. Активный участник Сообщения: 2198 Зарегистрирован: 25-08-2009 12:18 Откуда: ӨФӨ, Шмурляндия
#15 Сообщение Добавлено: 06-09-2011 14:28 Заголовок сообщения:
Не,я разве злой. Просто иногда хочется чонить разрезать и уронить. Кое-кому на голову. Под водой газо-кислородные резаки режут стопудово. Вот глянь к примеру:
https://-svarka.ru/plazmenno-dugovay … allov.html
Или сварочный генератор дизельный в аренду взять. И это Сань…этож уметь надо, не просто включил — и оно отрезало. Я вот не настоящий сварщик, хоть у меня и корочка где-то валялась сварщика-прихватчика.
Может взорвём давай. Оно разлетится по округе — потом соберём.
Mareedege mareedegeb deemarissi.
Mcline Участник Сообщения: 178 Зарегистрирован: 25-07-2011 23:22 Откуда: Пермский край, г.Березники
#16 Сообщение Добавлено: 06-09-2011 14:46 Заголовок сообщения:
Michael J. писал(а): Может взорвём давай. Оно разлетится по округе — потом соберём.
Давай, а есть чем? Небольшие заряды на балках ферм… почему бы и нет?
RD, EAN PADI
ID, DSD IANTD
Michael J. Активный участник Сообщения: 2198 Зарегистрирован: 25-08-2009 12:18 Откуда: ӨФӨ, Шмурляндия
#17 Сообщение Добавлено: 06-09-2011 17:49 Заголовок сообщения:
«Может бахнем?
Обязательно бахнем! И не раз. Весь мир в труху! Но потом… «
Я Сань подумаю над этим вопросом.
Mareedege mareedegeb deemarissi.
Альфред Участник Сообщения: 38 Зарегистрирован: 27-07-2010 17:15
#18 Сообщение Добавлено: 06-09-2011 20:01 Заголовок сообщения:
Mcline писал(а):вот и я склоняюсь к двум вариантам, или дисковая пила, либо электроды BROCO
но пила упирается в компрессор работающий опять же от трехфазки 380
вот с BROCO ситуация не ясна на счет электропитания, что ему надо и какого тока.
Дисковой пилой при глубине реза 50-70 мм пользоваться нельзя. При перекосе пилы диск имеет свойство разлетаться. И не забудь про значительную физическую нагрузку , сокращающую время пребывания на дне.
Альфред Участник Сообщения: 38 Зарегистрирован: 27-07-2010 17:15
#19 Сообщение Добавлено: 06-09-2011 20:11 Заголовок сообщения: Re: Способы подводной резки стали
T.Sergey писал(а): Ну если вы в теме, так рассказали бы поподробнее. Без стеба. Правда интересно.
Так тебе проще всего узнать. Есть на острове Зеленном вч 73420. В части водолазная рота. Вот они все о резке металла под водой знают. Сам там учился резать. Начиная от ножовки, заканчивая кислородным резаком.
А по-теме. Альтернативы кислороду нет. Только занятие это не для дайверов, а для подводных сварщиков.
Mcline Участник Сообщения: 178 Зарегистрирован: 25-07-2011 23:22 Откуда: Пермский край, г.Березники
#20 Сообщение Добавлено: 06-09-2011 21:04 Заголовок сообщения:
а разве пропаново-кислородным резаком можно прогреть и разрезать металл толщиной 50-70 мм?
понятное дело, что не для дайверов, но время от времени, некоторые дайверы становятся водолазами. Обычными подводными работягами.
RD, EAN PADI
ID, DSD IANTD
Источник